
Photo by Cole Garside
Thanks to its uncanny versatility and a universally adored taste profile, there are countless recipes out there today for firing up a tantalizingly delicious pizza pie—with all sorts of cheese, sauce and topping options to suit even the fussiest and most discriminating of diners—in just about every corner of the world.
But only if you got the right crust to make it happen, according to Vince Molinaro, president of one of North America’s leading manufacturers of frozen and pre-made pizza products, along with a growing selection of upper end Italian-style pastas and other specialty dishes produced at the Molinaro’s Fine Italian Foods Ltd. facility in Mississauga, Ont.
“At Molinaro’s, we believe that every great pizza begins and ends with a great crust—in fact, we’re known for our outstanding crust throughout the industry,” Molinaro told Canadian Packaging on a recent visit to the 150-employee, 105,000-square-foot food plant cranking out a dizzying array of shapes and sizes of fully-topped pizzas; par-baked pizza crusts; authentic Italian-style calzones; make-your-own-pizza kits; specialty flatbreads like gourmet foccacia; and IQF (individual quick-frozen) pasta-based dishes like Ravioli, Tortellini and Gnocchi.
“It was development of the perfect crust that laid down the foundation of our success,” says Molinaro, explaining a remarkable rise up through the industry food chain by a company his father founded back in 1975.

Photo by Cole Garside
“Continuing that success has been relatively more simple,” Molinaro quips. “We do it by offering unsurpassed product quality, topped with all the little extras—such as competitive pricing and line extensions—to help us increase our production volumes.
QUALITY FIRST
“Basically, our competitive edge is rooted in our ability to offer exceptionally high-quality products that are consistently produced in the most cost-effective manner,” says Molinaro, adding the company’s rise to industry prominence would not have been possible without the unwavering commitment to quality championed by its founder from the start.
“My dad took over a 45,000-square-foot facility from an existing business with a lot of debt,” he recalls, “but in six short months he landed three major accounts and managed to turn the business around.”
Turning it around so well, in fact, that in 1984 the company was bought out by the beermaking giant Labatt Brewing Company Ltd.—leaving the senior Molinaro with just a pizza-crust manufacturing operation in the U.K.—and later resold to the condiments empire H.J. Heinz Company, before eventually being brought back into the family fold.

Photo by Cole Garside
“By the time my dad bought the Canadian business back from Heinz in 1993,” Molinaro recounts, “we already had a nice little pasta operation going nearby, but the allure of buying back the old company was too great a temptation to resist.
“Although we had two-and-a-half tough years after buying it back—ridding ourselves of money-losing contracts saw our sales drop from $14 million to $8-million in the first year alone—by the end of the third year we turned it around and began growing our sales,” he relates.
Today serving all the major Canadian retailers with both private-label and its own flagship Molinaro’s brand products—with private-label work now generating nearly 60 per cent of annual revenues—the company has grown its business by a stunning 15 per cent, on average, over the past five years, Molinaro relates.
Despite the phenomenal growth, Molinaro says it is important to remain level-headed in the increasingly competitive marketplace, and to manage that growth wisely.
“Being big is a good thing, of course,” he allows, “but only when it’s tempered with quality products and the right mix of people and equipment to manufacture it.”
CAPITAL GAINS
Capitalizing on unfolding market trends through relentless product innovation is a key part of this approach, Molinaro reasons, citing recent launch of a new private-label brand of organic pizza and crusts—made without any artificial ingredients or GMOs (genetically-modified organisms).
And the recent arrival of an authentic stone-baked oven from Italy—installed this past January—has enabled the company to launch a new 10-inch private-label pizza offering, as well as 12-inch Molinaro’s brand pizzas that are “flash-cooked” in a minute to 90 seconds at 800ºF—compared to six to seven minutes it takes to cook a pizza in the conventional oven at 400ºF—to faithfully replicate the taste profile of stone-baked pizzas made back in Italy.
“Aside from us, there is only one other company in North America who has this type of equipment, which allows us to cook our pizzas on a conveyor of granite stones,” explains Molinaro. “Its ability to produce a true authentic pizza will help us bring an even tastier product to our customers.

Photo by Cole Garside
“This new taste experience will take North American consumers by storm,” Molinaro enthuses.
The new oven adds a nice crowning touch to an impressive arsenal of high-performance packaging systems and equipment employed at the Molinaro’s plant, including:
• two Multivac R5200 thermoform vacuum-packing machines—used to package Molinaro’s pizza kits using flexible packaging film manufactured by Excel Pac Inc. of Terrabonne, Que.;
• t
wo Markem-Imaje S8 Classic small-character continuous inkjet printers to apply lot-code and best before data to all food packages processed on each Multivac machine;
• a Groen Process Equipment blender, powered by a SEW-Eurodrive motor, for mixing batches of sauce;
• an automatic T1809SS servo side-seal shrinkwrapper and a T1322-2 dual-chamber shrink-tunnel, both manufactured by Texwrap Packaging Systems, with the shrinkwrapper using 45-gauge Clysar shrink film from Bemis Company, Inc.;
• an Alpha 86 HS pressure-sensitive label-applicator from Weber Marking Systems Inc.;
• a Langen cartoner utilizing a Series 3700 hot-melt adhesive application system from Nordson Corporation;
• rolls of industrial tape supplied by Vibac Canada Inc. to seal loaded cases of product;
• a Loma Systems metal detection unit, utilized for high-speed inspection of pizza toppings, along with another metal detector from Thermo Scientific employed on the bakery/crust manufacturing line.
Keenly aware of the retail industry’s concerted effort to reduce its overall carbon-footprint burden by using more sustainable packaging products, the company has also started doing its part this past spring by utilizing a newly-launched OXO-Biodegradable range of eco-friendly pallet-wrap film developed by the Montreal-based Intertape Polymer Group Inc. (IPG), and distributed by Canpaco Inc. of Woodbridge, Ont.
“I’ve noticed that people are interested in the environment, but not everyone wants to do something about it,” Molinaro reflects. “So when our long-time equipment supplier Canpaco came to see me about a new environmentally-friendly product they were selling, I listened.”
Says Canpaco president Robert Appel: “This revolution-ary wrap significantly reduces the amount of pounds of waste plastic that is put into our landfills.
“Not only is it completely recyclable,” Appel asserts, “it also does not contaminate the recycling stream, as it simply biodegrades into the soil as carbon.”
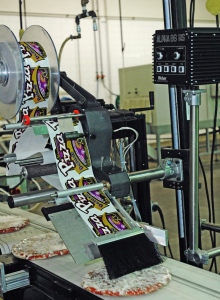
Photo by Cole Garside
Appel explains that the green-tinted OXO-Biodegradable stretch film contains a special additive that initiates and accelerates the breakdown of the film when exposed to direct sunlight, which then breaks it down into carbon dioxide, water and biomass, completing full degradation in less than a year.
As long as the film is not exposed to direct sunlight during its actual application, he points out, it fully maintains all of its original mechanical properties—ensuring optimal operational performance.
According to Appel, many companies are still too hesitant to source more sustainable packaging alternatives based on fears of paying a significant price premium, but as he explains, “We continuously explore new and different products that will actually reduce their packaging costs, while helping us achieve compliance with our own zero landfill strategy at our operations.”
Appel estimates that since Molinaro’s began using the OXO-Biodegradable films for its end-of-line packaging—utilizing the ARPAC semi-automatic Pro Series 4006-LP pallet-wrap machine, also supplied by Canpaco—it has been achieving film savings of five to 20 per cent, depending on actual application.
ADD IT UP
“While some may say that using the OXO-Biodegradable film might seem like it would have little impact, it all adds up,” he says, while acknowledging that Canpaco still has some work to do to win over the skeptics.
“Even with the savings and our free trial roll offer, I have found that the greatest challenge for Canpaco has been to get people to listen about our eco-friendly line,” Appel remarks. “We feel very strongly that individuals have a social responsibility not only to their corporation, but also to their community and to one another when it comes to the environment.”
Molinaro concurs: “Canpaco has been a great supplier to us—always finding quality equipment at a good price, and always looking out for new machinery or products that will be beneficial to us and our customers.
“With our friends at Canpaco and their packaging expertise, Molinaro’s looks forward to maintaining its reputation as a leader in the manufacture of Italian foods here in North America,” he sums up, “while also doing our part in contributing to the growth of more sustainable packaging at large.”
Advertisement
