Driven To Succeed—October 2017, Canadian Packaging
By George Guidoni, Editor; Photos by Naomi Hiltz
Automation Bottles Bottling Bosch Rexroth Canada Corp. IndraDrive Mi drives slideshow W. Amsler Equipment Inc.New-generation electric drives allow stretch blowmolding equipment manufacturer to reduce machine design complexity and improve its motion control capabilities
Caption: (From left) W. Amsler Equipment sales and marketing manager Heidi Amsler, company founder Werner Amsler, director of operations Jason Amsler, and Bosch Rexroth Canada’s technical consultant Paul Thiele pose for a team photo in the reception area of the company’s Richmond Hill, Ont. plant, which manufactures high-quality stretch blowmolding machines for customers across North America.
Building heavy-duty machines to produce mass quantities of everyday packaging necessities like plastic bottles around the clock is a job best-suited for a rather elite group of companies in the global packaging machinery business. And it’s a group where Canadian technical and engineering skills are widely renowned and celebrated far more than the average Canadians know—thanks to W. Amsler Equipment Inc. of Richmond Hill, Ont.
Founded in 1994 by Werner Amsler, the family-owned company has consistently displayed a remarkable knack for making high-quality stretch blowmolding equipment over the years, which has earned it a very special place and plenty of respect in the market traditionally dominated by large overseas manufacturers of far greater size.
To compete in this highly competitive marketplace, Amsler’s Richmond Hill operation boasts a wealth of technological prowess and expertise driving the daily design and manufacturing excellence packed into every high-speed blowmolder and other related machines assembled there.
“We take pride in our unique status of being the only North American manufacturer of all-electric linear PET (polyethylene terephthalate) stretch blowmolding equipment,” sales and marketing manager Heidi Amsler told Canadian Packaging on a recent visit to the company’s lively 20,000-square-foot facility just north of Toronto.
In addition to blowmolders, the Richmond Hill plant also manufactures empty bottle leak testers, spin trimmers and various downstream filling equipment for leading custom bottle blowmolders like Berry Plastics, Amcor and other key suppliers of PET plastic containers to the global beverage, cooking oils, agrochemical, health-and-hygiene, and other industries always in need of a steady supply of strong, well-made plastic containers to ship and market their products.
“The machines are designed and built right here in Canada with the primary idea of providing our customers as much machine uptime, and requiring as little maintenance, as possible,” Amsler explains.

An Amsler plant employee preparing a layer of freshly-formed plastic bottles coming off the four-cavity model L42X liner stretch blowmolding machine for palletizing.
VALID POINT
“The whole point is to enable our customers to run as many bottles as they can to increase their revenue and improve their bottom line,” she says, “rather than spending their time on maintenance and changeovers.”
As Amsler explains, the company manufactures three types of PET stretch blowmolders to accommodate the production of almost all the popular types of plastic bottle shapes and sizes, including:
- Small-neck bottles with 20-mm to 63-mm neck finishes, used for miniature single-shot liquor bottles to peanut jars, in volume capacities ranging from 20-ml up to five liters;
- Wide-mouth jars, with neck finishes from 70- mm to 120-mm, to produce two- to five-liter PET bottles;
- Bulk jars ranging from five liter water jugs up to 22-liter containers used as beer kegs and bulk food containers widely used in the foodservice and hospitality industries, as well as for packaging all sorts of household care and industrial cleaning products.
“Depending on the model, our machines can achieve output rates ranging from 1,500 to 1,800 bottles per hour per cavity,” Amsler states, noting the company offers its machine in one-, two, three- and, more recently, four-cavity versions to suit the end-users’ varying production needs.
“Many bottle manufacturing sites run our machines flat-out run on 24/7 schedule.”
“Customers are always looking for maximum reliability and output: in other words machines that will deliver the most uptime and reliable, highly repeatable production,” says Amsler, “which is why we are using a lot of Rexroth servomotors and servo drives in our machine design to optimize the stretch blowmolding process.”
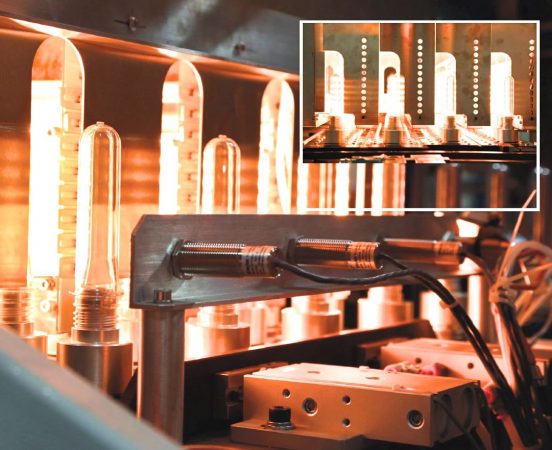
The high-intensity 1000 W infrared lamps inside the oven of the new L42X blowmolding machine manufactured by Amsler are automatically regulated to ensure even heat distribution in all the right places for each and every preform
Amsler machinery uses the so-called two-step stretch blowmolding process, whereby its machines are fed pre-made, test-tube-shape PET preforms that are transferred inside the machines’ ovens—heated via high-intensity infrared lamps—and placed into molds.
A metal stretch rod then pushes the plastic, forcing it to stretch to the length of the mold cavity, which then balloons out by compressed air and internal pressure, stretched in hoop and axial directions, and adheres with the shape of the mold walls.
After it cures and cools down, the newly-formed bottle is ejected from the mold, with the whole process taking mere seconds to finish.
The stretch blowmolding process allows for the use of many complex designs to produce a broad variety of attractive, fully-recyclable cylindrical, rectangular or oval PET containers, with the round two-liter beverage bottles being one of the most commonplace end products made using this process.

Amsler’s sales and marketing manger Heidi Amsler (above left) worked closely with Bosch Rexroth Canada’s technical consultant Paul Thiele (right) in the design and development of the new four-cavity linear LX42 blowmolding machine manufactured in Richmond Hill, Ont.
TIMELY RESPONSE
Like all machine manufacturers, Amsler Equipment is continuously upgrading its machinery offering to respond to evolving market demands and customer expectations in timely manner—working with many technology partners to improve its product offering.
Over the last 20 years, Amsler has built a tight partnership with Burlington, Ont.-based industrial automation specialists Bosch Rexroth Canada Corp. by incorporating many Rexroth servomotors, drives and other electrical system components into its equipment to ensure optimal motion control for all the many different moving parts inside the machinery used to turn preforms into finished bottles.
“Over the last 20 years or so, Rexroth has been a very good partner for us in terms of providing outstanding service, technical support and engineering assistance,” Amsler relates, describing Rexroth’s significant role in helping Amsler develop its next-generations L42X four-cavity linear stretch blowmolding machine, launched earlier this year.
“We have recently redesigned our four-cavity L42 machine into a next-generation system that has many more servos, more speed and a lot more control over the whole process,” she says.
Like its L42 model predecessor, the L42X can blow bottles up to two liters in size using four cavities, Amsler explains, and bottles up to five liters in two cavities, but whereas L42 could only achieve maximum diameter of 48-mm, the L42X can handle larger diameters of up to 63-mm.

A sampling of the different bottle shapes and sizes produced on Amsler’s equipment.
Featuring upgraded 1,000 W heating lamps and oven controls, along with a double-acting clamp to move both mold halves away from the centerline upon opening, the L42X machine makes optimal use of Rexroth’s all-new IndraDrive Mi drives—combining a drive and a motor in a single compact package— to implement game-changing transformation in the machine design, simplicity and performance.
Paul Thiele, technical consultant with Bosch Rexroth Canada Corp. in Burlington, Ont., has worked closely with Amsler for nearly 18 years, helping in the development of the original L22 model blowmolder and all the subsequent machine updates and reiterations.
As Thiele explains, incorporating the Rexroth IndraDrive Mi servo drives into the L42X model blowmolder enabled Amsler to eliminate the need for an external control cabinet that would have been remotely wired to the machine—enabling for a much smaller control cabinet to be placed inside the machine itself.

Freshly-formed PET bottles smoothly exiting the L42X blowmolder in a single file for palletizing.
Amsler agrees: “One of the big advantages of being able to reduce the cabinet size is that instead of having a separate cabinet outside of the machine, we have it placed inside, while also vastly reducing the amount of wiring we had before.
“This allows end-users a much faster startup in the field,” she says, “and it makes machine positioning much simpler because they don’t have to worry about where they should place the stand-alone cabinet.”
Says Amsler: “The new servo systems has made the machine faster, reduced its maintenance requirements, and freed up extra space inside to enable us to include new value-added features such as preferential heating and automatic neck orientation, which is something that our customers have been asking for.”
Adds Thiele: “One of the Mi motor’s most important advantages is that it is actually a drive and motor package whereby the drive is mounted on the motor,, which dramatically reduces the required cabinet space.
“Because Amsler’s machines are designed for a compact footprint, in the past there was not enough cabinet space inside the machine to put all nine servos in. “Now there’s just one power source in the cabinet that power all nine motors/drives, instead of one for each axis.
“So one of the key advantages is the significant reduction in the costs of installing wires, wire trays and the wire cabinetry,” says Thiele,.

A close-up of the Rexroth MLC controller and related components inside the L42X machine.
Moreover, the new blowmolding machine is controlled by a Rexroth MLC (motion logic and control) controller that provides all the software architecture to control all the motion, logic and power distributed to the proper I/O (input/output) connectors.
“These benefits provide operators with the ability to make any necessary changes from one single source, so when they set up a new bottle for different sizes, they can download very quickly all the parameters to the drives and off they run with the new different set-up.
“It’s all very fast and very efficient,” he states, “thanks to the Rexroth MLC’s ability to have coordinated motion.
“This dramatically decreases the cycle time by overlapping motions to make the most efficient use of time and motion,” he states.
According to Heidi Amsler, the Rexroth IndraDrive Mi drives enabled Amsler to replace all the pneumatic systems and components used on previous machine models to control preform loading, unloading and rotating inside the ovens with the more precise and repeatable Rexroth servo control.
All in all, these enhancements add up to about a 10-percent improvement in the new machines overall performance, according to Amsler.
Adds Thiele: “Using the Rexroth Mi family of drives allowed Amsler to reduce the cabinet space by 85 per cent—making shipping and field startup much simpler and quicker—while also reducing the amount of field wiring by 85 per cent.
“Instead of having two wires going into each of the machine’s axes as before, there is now just one single cable that daisy-chains across all the different axes,” he says, “which in turns saves a lot of machine assembly time and all the related costs.
“Basically, the cable inside the machine goes inside one Mi motor, exits and goes on to the next axis, and repeats the sequence through all the nine drives, rather than having 18 cables running throughout the machine to control the drives.
“This also eliminates the need to install additional components such as starters and contactors,” he adds, “further freeing up more space to accommodate other new machine functions or features.”
In addition to the Mi drives, Bosch Rexroth also supplied the linear modules used to guide the finished bottle out of the blowmolder onto the exit conveyor, Thiele notes, as well as a Rexroth VFD (variable-frequency drive) with Sensorless Vector Control to power the exit conveyor.

Bosch Rexroth supplied the linear modules and variable-speed drives used to provide smooth and swift bottle transfer.
THE NEXT LEVEL
Above all, Thiele points out that incorporating the Rexroth IndraDrive Mi technology into the new blowmolder makes the L42X machine perfectly compatible with the emerging new Industry 4.0 working environment based on the constant exchange and analysis of machine data between all the different pieces of automated equipment employed at modern manufacturing plants.
“The Amsler L42X is ready for the Industry 4.0 workplace, where data collection from the machine will not only be possible, but will also be an important part of the bigger plant picture,” Thiele explains.
“Also, when Amsler is remote-accessing the machine for troubleshooting, they have the ability to look into each of the drives and their motion profiles to see if there is a problem on any specific axis.
“This is made possible because of the Rexroth MLC control software that provides the full view of the whole system,” Thiele adds.
“With the ability to see and analyze each axis,” Thiele continues, “Amsler can compare that data to previous data and recorded cycle times and see if there are any changes that may have been caused by a mechanical problem or a motor issue, to use as an example.
“The more you can see, the better you can service and support the machine.”

Shipped to the Amsler production facility in bulk, the plastic test-tube-shaped preforms are transferred to the LX42 blowmolding machine via an inclined plastic conveyor at controlled speeds to ensure smooth and continuous machine operation.
Says Thiele: “This enables Amsler to do very detailed analysis on these machines and to make whatever tweaks are necessary to reduce cycle-times.
“It may only be a small tweak amounting to 10 milliseconds, but if you can reduce the heating time or blowing time from a three-second cycle to 2.99 seconds, it all adds up when you’re talking about multiple cavities, several machines, and continuous 24-hour operation.
“Industry 4.0 is all about information, quality control and process improvement,” he states, “whereby machines all talk to each other back and forth to generate more detailed information that can be analyzed and used to improve the overall performance levels.”
Adds Amsler: “When we were looking to develop this new machine we contemplated the idea of perhaps using other automation suppliers, but given our long and successful history with Bosch Rexroth Canada we decided that they were the best option for us.
“The outstanding work they have done with our new L42X machine fully validates our decision,” Amsler states.
“Working with Amsler for the last 20 years has been a great experience for Bosch Rexroth,” Thiele concurs.
“It is a company that’s demanding on itself as it is on its suppliers—always raising the bar for service and technical excellence.
“It’s often a lot of work,” he sums up, “but it’s always worthwhile.
“And as Bosch Rexroth continues to bring advanced next-generation technologies to the table, and as Amsler continues to expand its markets, we are looking forward to maintaining our mutually beneficial long-time relationship well into the future.”
VIDEO: To see an online video of Rexroth IndraDrive Mi drives running on Amsler’s L42X blowmolder, go to Canadian Packaging TV at www.canadianpackaging.com (not yet available as of Oct. 19/17)

Amsler’s blowmolding equipment has been extensively used by custom blowmolders across North America to create a broad assortment of PET plastic bottles in a wide variety of shapes, size, colors and neck finishes to help brand-owner achieve effective shelf impact.
-30-
Advertisement
