Sample Size
George Guidoni
Automation AI, AR, IoT, ML, VR Bagging/Weighing Controls/Drives Robotics Software Beckhoff Automation Codian Labplas designs MM machine line TWIRL’EMSampling bags manufacturer leverages control automation to optimize machine throughout and productivity
Attention to quality standards and flexibility in production are both crucial for the aseptic sampling industry. After all, the sampling bags must carry sampling sponges, food items, pharmaceuticals or organic matter of all sizes for testing in labs and protect against contamination to ensure consumer safety.
To stay ahead of competitors in these areas, Labplas designs, builds and implements leading-edge technologies at its Montreal-area production facility.
While other companies produce standard sizes of sampling bags and kits, Labplas meets customer needs through its tailor-made MM machine line, which creates custom products ranging from three- to 33-inchwide bags in various material types, with few changeovers.
“We believe we have one of the best technological platforms in the world for these products, but we continuously improve our systems through automation to achieve even higher throughput for a larger number of products while maintaining our agility,” says Benoit Brouillette, general manager for Labplas.

The MM machine upgrades led to collaboration between Beckhoff ‘s area sales manager Ted Sarazin and the Labplas team comprised of (from left:) R&D department manager Christian Fontaine, project manager Chafik Echehab, automation project manager Christian Roy; and automation project manager Guillaume Faucher.
Labplas has grown exponentially since its founding in 1987.
Based in Sainte-Julie, Que., the company currently serves customers in the food, agriculture, environmental, veterinary and pharmaceuticals industries, among others, through a global network of independent distributors located in roughly 55 countries.
In addition to the widely used TWIRL’EM sterile sampling bags, Labplas offers Sani-Stick testing wand kits, TWIRL’BLUE bags for the food industry, and the environmentally-friendly biodegradable, TWIRL’EM ECOLO bags.
The company also added a microbiology lab in recent years for research-and-development (R&D) and to ensure product quality and conformance for reliable sampling, though its main technological advances have been in automation and controls.
The MM machine line series has gone through many iterations between the first machine commissioned two decades ago and the company’s 24 production lines today.
During a recent redesign of several MM lines, the Labplas engineering department implemented additional robotics and GigE cameras to improve throughput and repeatability, and they are in the process of deploying artificial intelligence (AI) for greater quality control, according to Christian Fontaine, R&D department manager.
These upgrades have led to impressive results, but the key for Labplas in any upgrade is carefully considering the control platform down to the component level.
“To remain versatile enough to produce custom products, the MM lines have to sustain a high level of complexity,” says Fontaine.
“If you can’t trust every part of your machine, it’s impossible to trust the end results,” says Fontaine.
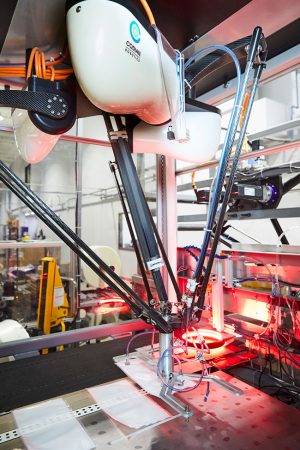
Using TwinCAT Kinematic Transformation software with Codian pick-and-place robots, along with other upgrades, made insertion of sampling implements six times faster.
The Labplas engineering team placed high importance on system openness, which is necessary to increase data acquisition and to integrate third-party components and software in real-time.
For example, Labplas wanted to upgrade its assembly technology to form sampling bags and insert the sampling accessories, such as sponges, cloths, spoons or scissors, with a robot arm.
Previously, operators manually inserted sponges and placed kits in the finished open-top bags.
To achieve the design upgrade of the MM line, Labplas considered different form-fill-seal partnerships and designed a new way of integrating this equipment with a Codian six-axis robot.
All components needed to work together in real-time without cross-vendor communication issues, while collecting and storing data on company servers or dedicated computing hardware for reporting and process improvement.
In addition, the MM redesign was expected to serve as a model for future improvements plant-wide to increase throughput and make it easier for operators and maintenance personnel to move from one line to another.
Brouillette explains: “Our goal is to develop a standardized system in which the automation equipment and machinery will be as fixed as possible, even if we have very versatile lines with machines capable of producing over 1,000 different product types.”
Because traditional PLCs from a previous vendor could not support the robotic requirements, much less AI, Labplas began to seek new partnerships in 2015.
Soon the engineering team identified Beckhoff Automation and its open, PC-based control solutions. In conversations with Beckhoff ’s regional sales manager Ted Sarazin, it became clear that Beckhoff was a fitting choice—from a technology standpoint and because Beckhoff technical support is always available when needed.
“Labplas quickly recognized the advantages of our deep portfolio of automation and control technologies, along with value-added services,” Sarazin says.
“We worked closely to identify the right components for each of their processes and machines.”
While Labplas relied on multiple solutions from Beckhoff, motion control hardware and TwinCAT 3 automation software with kinematics had large impacts in the MM redesign.
Labplas uses robots across 15 MM lines, and the Codian pick-and-place robots and other motion axes are fitted with AM8000 Servomotors controlled by AX5000 EtherCAT servo drives, all from Beckhoff.

AM8000 Servo Drives provide outstanding responsiveness for the Codian robots.
The high-performance synchronous servomotors provide very low rotor inertia and a very high overload capacity for dynamic applications. They connect to the drives using One Cable Technology (OCT), which reduces wiring by combining power and feedback in a single cable.
The servo drives feature fast control algorithms with minimum current control, speed control and position control of 62.5 μs. “The AX5000 Servo Drives must deliver incredible precision and acceleration for the servomotors, especially for the delta robots,” Fontaine says.
Labplas also chose to include the TwinSAFE drive card with built-in Safe Torque Off (STO) and Safe Stop 1 (SS1) functionality and the option to add TwinSAFE I/O hardware with programming via TwinCAT 3.
Beyond safety, TwinCAT 3 automation software serves as a universal software platform for the MM production lines’ PLC, motion control and other requirements.
The Kinematic Transformation supplements in TwinCAT 3 enable the design and commissioning of various robot types, including delta pick-and-place robots.
“With TwinCAT Kinematic Transformation, high-precision movement is possible even at high speeds and accelerations due to integrated dynamic pre-control,” Sarazin says.
“Most importantly, the powerful TwinCAT suite makes it possible not only to control the Codian robots, but also the entire machine line in real-time.”
Labplas engineers can program an entire machine or line with the free-to-download TwinCAT engineering software and simply add a runtime license during commissioning or by bundling with PC-based controller hardware purchases. “TwinCAT supports programming in numerous languages simultaneously, including everything from IEC 61131-3 with object-oriented extensions to C languages, so we can use the appropriate one for each application,” Fontaine says.
“In addition, TwinCAT supplements can be evaluated with a free trial, which gives us the opportunity to define our needs before purchasing and avoid surprises afterward.”
To boost flexibility and repeatability to the levels Labplas requires, the MM machine lines rely on a number of other control solutions from Beckhoff.
Engineers and operators interact with the MM machines via CP29xx Control Panels, which serve as the HMI. These built-in widescreen panels provide multi-touch display hardware with an IP 65 rating on the outward-facing side.
Labplas uses CP-Link 4, the One Cable Display Link, which combines power, USB 3.0 signal and DVI signal for Beckhoff Control Panels up to 100 meters away from the PC-based machine controller.
The DIN rail-mounted CX2030 Embedded PC is the main machine controller for the advanced MM lines. This powerful PC-based controller features a dual-core, 1.5 GHz Intel® Core™ i7 processor to automate the production of sampling products with TwinCAT 3 automation software.
“These industrial-grade PCs control all automated equipment, including the servo drives, sensors and so forth on the MM machine lines at Labplas,” says Fontaine.
“On the MM9 iteration, for example, the small embedded controller has to deliver the processing power needed to drive our complex machine with seven axes of motion along with one five-axis and two three-axis Delta robots, and still have available CPU bandwidth for quality monitoring and potential self-healing software.”
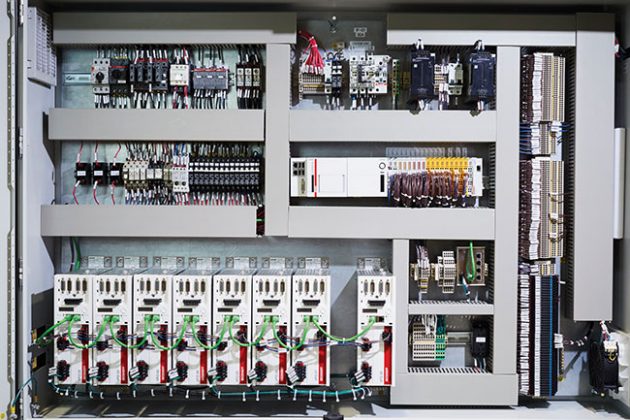
The MM machine lines at Labplas rely on many automation and controls solutions from Beckhoff.
While the CX2030 Embedded PCs enable advanced functions in TwinCAT 3, the Beckhoff controllers provide easy installation and ample processing power for third-party software that runs in a Windows environment, including the customized AI solution that Labplas is implementing for quality control.
“We are deploying AI tools on the bag lines mainly to detect and handle defects autonomously on product and predict quality by monitoring equipment condition with data from the motors, sensors and cameras,” Brouillette explains.
“This would be impossible without significant computing power.”
Further increasing system openness, EtherCAT provides real-time networking and I/O solutions for the MM machine line.
Labplas uses a range of EL series EtherCAT Terminals from Beckhoff. Fontaine explains that these DIN rail-mounted I/O terminals are directly connected to the CX2030 Embedded PCs and distributed to connect with sensors, valves, terminal cards, solid-state relays (SSRs) and other devices on the MM machines.
“With one Ethernet cable, the EtherCAT protocol allows us to transfer information between the components at a higher speed than the controller cycle time, including the safety functionality,” he says. “We use the high-density (HD) 16-channel I/O terminals to keep panels the same size when we add new components.”
By implementing open, PC-based solutions, each upgraded line achieved an ROI of less than one year.
Labplas increased the flexibility of its MM machines to produce more sizes with fewer changeovers and enabled the use of AI and robotics to complete processes quickly and at the highest quality.
“By performing quality control with AI directly on the machine, the operator can focus on the supply and packaging of products rather than the quality control.
“This also allows us to implement predictive maintenance, addressing any equipment and process issues before they halt production,” says Brouillette.
Beyond increasing quality assurance, Labplas also boosted throughput across all sampling bag sizes, achieving an average productivity gain of 25 per cent on its redesigned MM machines.
“As the bag sizes become wider, the gains in efficiency diminish slightly,” he says.
“Therefore, we gained on average 15 per cent productivity for bags wider than 10 inches and up to 35 per cent for our smaller formats.”
In addition, the insertion of sampling kits on the MM8 is now six times faster through the addition of robots and the other upgrades implemented.

From Left: Labplas automation project manager Christian Roy discusses current projects at Labplas with Beckhoff ‘s area sales manager Ted Sarazin.
Fontaine and his team designed, built and implemented the machines with robotics in-house, with training and technical assistance from Beckhoff applications and support engineers.
According to Sarazin, this is a key differentiator for Beckhoff.
“We provide support whenever necessary, but the team at Labplas works tirelessly to find the best answers that enhance their technologies,” he states.
“This commitment enables them to continue making incredible advances with the MM machine line.”
Fontaine also credits the versatility of Beckhoff components for current and future successes.
“Beckhoff is always at the forefront with new, easy-to-implement technologies,” he proclaims, “and they allow us to continuously take our innovations a step further.”
Advertisement
