Upwardly Mobile – Canadian Packaging, April 2014
By Andrew Joseph, Canadian Packaging Features Editor; Photos by Katie Bowden
Automation Bottling Cartoning Case Packing Controls/Drives Conveying Advanced Motion & Controls Alpine Lager Alpine Light Bosch Rexroth Canada bottle inspection bottle packers carton formers Clancy’s Amber Ale conveyors Cracked Canoe Industril Dynamic Filtec Krones AG Moosehead Breweries Ltd. Moosehead Dry Ice Moosehead Lager Moosehead Light Moosehead Light Lime Moosehead Pale Ale Moosehead Premium Dry Multimodul labeler Pearson Packaging Systems R.A. Jones & Associates Ryson International SEW-Eurodrive slideshow Synergex Technologies Inc. VarioFlow wedge conveyorAn extraordinary past lays a solid foundation for innovative beermaking methods used by Canada’s oldest independent brewery.
If there’s one word to describe the back history of one of Canada’s premier beer producers, the term ‘pioneering’ quickly springs to mind when talking about Moosehead Breweries Ltd. of Saint John, N.B.
For one, the largest privately-owned brewery in Canada first began crafting its tasty beers back in 1867—around the birth of Canadian Confederation. Since then, it has literally risen from the ashes like the proverbial phoenix despite two devastating fires, an explosion that rocked the world and surviving prohibition while expanding its line-up of award-winning beers that are now distributed worldwide.
Moosehead’s extraordinary tale begins with the fact that the brewery was actually started by a woman—not a big deal in 2014, but a huge one back in the mid-19th century, when a strong-willed woman, wife and mother named Susannah Woodhouse (Culverwell) Oland arrived in Dartmouth, N.S. from England back in 1865, bringing over a family recipe for a brown October ale.
“Having a recipe for a world-class beverage and having the gumption to do something with it are two different things,” Moosehead Breweries reliability specialist Frank Beneteau told Canadian Packaging magazine during a recent interview.

Moosehead Breweries utilizes a 45-degree VarioFlow wedge conveyor system, manufactured by Bosch Rexroth, to move bottles up to a 10-foot height to provide line workers and forklift operators with easier access and freedom of movement along the bottling production line.
“Beer, in the good old days, was a staple of everyone’s daily life, as people drank it at every meal,” he explains, noting that the beer was often watered down a bit to prevent unseemly public intoxication.
Still, it wasn’t uncommon for women in Europe and North America to have their own beer recipes, with beermaking often being part of the domestic duties carried out by women.
Name Game
Domestic or not, Susannah Oland wasn’t content with just being a housewife to husband John James Dunn Oland and mother to nine kids.

Palletized cases of Moosehead beer brands await shipment to customers.
To break up the routine, she began to brew larger quantities of beer and sold it to visiting military personnel in the army and navy who frequented the area.
According to family archives, the Oland’s incorporated a brewery on October 1, 1867, under the name James Oland and Son. Despite not being named herself, everyone was clear that Susannah was the brains of the operation and ran the business with a savvy business mind, and nine other loyal employees.
When her husband died suddenly, Susannah sold the brewery to help make ends meet, but proving that she had beer in her blood, by 1870 she opened her second brewery S. Oland, Sons and Co., which was renamed afterwards the Army and Navy Brewery as a form of marketing tribute to the company’s loyal customer base.
Sadly, the brewery then went through a bit of a rocky patch—suffering through two fires in eight years—but always rebuilt from scratch. Such persistence in the face of despair is a good reflection of the Maritime knack for over-coming hardship with grim determination.
After growing the fledgling business amidst steady competition, the company then went back to the S. Oland Sons and Co. name.
After Susannah Oland passed away in 1886, according to her wishes, her youngest son George W.C. Oland was to head the business, along with his brothers, who again renamed the brewery to Maritime Brewing & Malting Co.
By 1895, another name change came along—this one because the Oland’s sold their brewery to a syndicate that amalgamated smaller breweries to form the Halifax Breweries Limited.
Brothers John C. and George W.C. remained on as facility managers, staying with the syndicate until 1909 when they decided to pull out.

A close-up view of the Rexroth VarioFlow conveyor line that cradles glass beer bottles within the center opening of the wedge conveyor safely transporting product up a 45-degree incline.
Family Matters
George W.C. and his son Sidney then purchased another brewery and renamed it Oland and Son Ltd., using first John C. and then Conrad G. as the official brewmaster.
From then, until the end of 1917, it was smooth sailing for the brewery until the Halifax Harbour Explosion—the largest man-made explosion until the atomic bomb—nearly leveled the city, injuring 9,000 and killing 2,000 people.
The explosion injured George W.C. but killed his brother Conrad and six other employees, while devastating the brewing facility.
While this spelled the end of the line for the actual brewery in Halifax, George W.C. took the insurance money and moved east to New Brunswick into another brewery he purchased with eldest son George B.

Using highly sensitive cameras and detection software, the Krones Linatronic system is used to detect all foreign bodies, particles, and any possible contaminants to provide Moosehead’s customers with optimal product safety.
By 1928 they were able to purchase a second, larger brewery—James Ready Brewery—that was actually the largest in the province, in Saint John, N.B., renaming it the New Brunswick Breweries.
George W.C.’s youngest son Sidney, however, decided to rebuild the Halifax brewery as Oland and Son, which did cause a schism within the family, operating in competition until it was sold to John Labatt Ltd. in 1971, along with its popular Alexander Keith brand.
Back at the New Brunswick plant, the Oland family continued to produce just one Ready Ale brand, before deciding to expand their menu by launching new brands, including the now-flagship Moosehead Pale Ale brand.

Moosehead Breweries reliability specialist Frank Beneteau stands beside the Bosch Rexroth VarioFlow incline conveyor system used to move the bottle production line up and out of the way at the New Brunswick headquarters facility.
“George B. had actually found a name registration for Moosehead while going over James Ready company files,” says Beneteau.
“Because he liked it, he built up a brand image for it and used it on what has today become our signature brew and our company name.”
In 1947, the company was renamed again, this time to the now familiar Moosehead Breweries Limited—a name that has stuck around for 67 years and counting.
Nowadays operated by fifth-generation descendent of the company founder Susannah Oland, executive chairman Derek Oland and his sons, president and chief executive officer Andrew and chief financial officer Patrick, Moosehead Breweries is considered to be Canada’s oldest independent brewery.
Today, it employs over 250 people full-time at the Saint John location with about an additional 150 people spread company-wide across the rest of Canada and the U.S.
“Moosehead products are available all across Canada, and are widely available in many U.S. states, as well as over a dozen international markets,” relates Beneteau, adding that a large percentage of the brewery’s products are sold in retail stores, with licensees being the next largest customer base.
With the main production opeartion remaining at the Saint John plant, the facility has undergone multiple renovations and capital equipment upgrades since the original purchase.
Beneteau says that thanks to a heavy market demand, the 180,000-square-foot brewery operates 24-hours-a-day, five days a week over a two-shift rotation to produce a large range of beer products.
While the Moosehead Pale Ale, affectionately called Red Moose in the Maritimes because of the color of its label and reddish-brown glass bottle, is considered the beer that made the brewery famous, nowadays the company’s big seller is Moosehead Lager, packaged in the iconic green bottle and corresponding green label.
“Our Moosehead Lager is a light-in-body golden beer that possesses a delicate balance between the sweetness of the malt and the bitterness of the hops,” says Beneteau.
“It’s made from an age-old yeast culture and brewed longer to ensure the unique flavor is captured within.
“It’s highly refreshing.”

A Filtec Fill Level Inspector performs high-speed bottle inspection to ensure accurate product fill levels for bottled products produced at Moosehead Breweries.

After passing through a Filtec inspection system, brown glass bottles immediately enter a second visual inspection unit, a cap inspection machine manufactured by SYNERGEX Technologies, to ensure that the metal caps have been placed securely on top of each passing bottle.
Other beers produced by Moosehead include the slow-aged Alpine Lager, Alpine Light, Moosehead Light; the fresh lime-flavored Moosehead Light Lime; the low-cal Cracked Canoe, Clancy’s Amber Ale; the Moosehead Premium Dry, and the ice-filtered Moosehead Dry Ice.
Beneteau explains: “All of our brands are in year-round production, but some are more popular than others, and thus have a greater production requirement, and are run more often during certain parts of the year.”
As of 2014, Beneteau says the maritime brewery has the capacity to produce two million hectoliters of beer a year, which is the equivalent of about 600 million bottles of beer.
The beers are packed in 341-ml bottles, 355-ml non-refillable bottles, 355-ml aluminum cans and 50-liter stainless-steel kegs filled, respectively, via a main high-speed bottling line, a high-speed can line, a flex line and one automated keg line.
On the main bottle line, Moosehead employs a pair of towering spiral conveyors, manufactured by Ryson International, to help alleviate congestion on the production floor and to provide safe access for its workers.
The production line process at Moosehead is not dissimilar from other breweries: comprising bottle washing, bottle inspecting, filling, pasteurization, filled bottle inspection, labeling, label inspection, carton erecting, packaging and warehousing being the norm.
But in order to not only keep up with increasing production demands but also to prepare for future beer demands, the brewery continuously upgrades its equipment.
Beneteau relates that in 2012, the brewery underwent a main bottling line upgrade and expansion to add several new pieces of high-performance production and packaging machinery, including:
•
a Krones AG empty bottle inspection system;
•
a Krones Multimodul labeler that can apply 1,000 labels to bottles per minute;
•
Synergex Technologies Inc. full bottle optical inspection system;
•
a couple of hundred meters of Krones conveyor systems;
•
a bottle packer used six-, 12- and 16-packs, supplied by R.A. Jones & Associates;
• a new carton former from Pearson Packaging Systems.
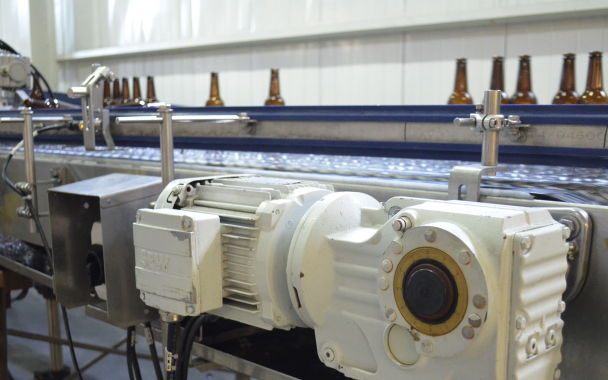
All along the production line, powerful SEW-Eurodrive motors power the Moosehead bottle production line to ensure smooth and reliable product transfer and handling.
A Higher Cause
For the bottling line, however, to provide a better flow to the production line area, it required a unique uplifting solution.
As Beneteau explains, in order to provide better access for workers and forklifts operators, a part of the production line needed to be moved up and out of the way.
Using a 45-degree VarioFlow wedge conveyor system, manufactured by Bosch Rexroth Canada, the bottles were moved up to a 10-foot height line to provide safe passage for workers and forklifts below, with a second VarioFlow conveyor elsewhere on the line to accommodate a downward delivery of the bottles.
Purchased in August of 2013 with the assistance of Advanced Motion & Controls, Rexroth provided a full turnkey solution, shipped in sections and assembled over a two-day period in September.
According to Beneteau, the installation was a remarkable success.
“The delivery and installation of this new line was done in a timely manner, and we are all quite happy with how smooth the entire system has been working,” says Beneteau.
A big advantage of the VarioFlow conveyor system is that it is very easy to clean, Beneteau points out, thanks to its open profile.
Utilizing reliable and powerful motors manufactured by SEW-Eurodrive, the VarioFlow is a single-strand flexible chain conveyor that Rexroth calls a smooth and affordable solution for any business involved in the food-and-beverage, packaging, assembling, and material handling operations.
Enhanced with the reliability of the SEW-Eurodrive motors, Rexroth utilizes a conveyance chain with very high tensile strength combined with low chain friction.
This ensures that less energy is required to operate the system, and less stress is placed upon the motors, meaning less maintenance, and fewer line shut-downs, and a longer service life.

A Ryson International dual spiral conveyor is used at the end of the Moosehead packaging line to transport cases of beer bottles from an overhead line down to shipping.
Along with the two VarioFlow conveyors used at Moosehead that move product up and down in 45-degree inclines, Rexroth says the system can also be reconfigured to accommodate horizontal curves, should the need arise.
As part of its hygienic requirements for the food and beverage safety, the entire VarioFlow system is made from stainless steel.
Depending on a company’s requirements, Rexroth also manufactures the VarioFlow in various conveyor widths, variable-frequency drives and chains and other modular components.
According to Beneteau, the Canadian beer market is indeed a very competitive one—especially for a relatively small independent brewery competing with large multi-national companies.
That said, Moosehead seems to have all four of its hooves planted firmly on the ground, remaining a strong market force to be reckoned with.
“Derek Oland once said, ‘I don’t want to be the biggest, I just want to be around the longest’,” Beneteau proclaims.
“It’s why we continually strive to produce quality beer products, while embracing innovative change to respond to the ever-changing needs of the market place,” he concludes.
“Quality and innovation will ensure Moosehead’s longevity and integrity.”
Advertisement
