Applause For Applesauce – June 2016, Canadian Packaging
By Andrew Joseph, Features Editor; Photos by Pierre Longtin
Automation Food Safety Bagging/Weighing Cartoning Case Packing Coding & Labeling Conveying Flexibles Robotics a division of Cascades Canada Inc. Curtis-JK Printing Limited Delkor Systems Inc. Fanuc Robotics Canada Ltd. Fort Dearborn Company Kliklok-Woodman Leahy Orchards Inc. Markem-Imaje Inc. Mitchell-Lincoln Packaging Ltd. Norampac OYSTAR Packaging Technologies Inc. part of the Bosch Group Regal Beloit America Robatech USA Inc. SEW-Eurodrive Co. of Canada Ltd. slideshow Storcan Ltd. StrongPoint Automation Inc. Technopool SpA Thermo Fisher Scientific Inc Videojet Technologies Canada Ltd. WestRock Wexxar BEL Yoshino America CorporationQuebec apple grower achieves niche market success with its wholesome applesauce and high-speed robotic packaging technologies

(From Left) Leahy Orchards Inc. vice-president of purchasing and logistics Philip Seguin, director of operations and supply Mitchell Leahy, and president and chief executive officer Mike Leahy with a display of Leahy brand Applesnax applesauce in a variety of packaging formats.
For apple growers Leahy Orchards Inc., a family-run business headquartered in Franklin, Quebec, coming up with a new retail product turned out to be a real smash.
Back in 1980, James R. Leahy sought an avenue for apples deemed unfit for retail sale due to market standards, and came up with the idea to further process those apples into a high-quality applesauce.
Thought to have been ‘discovered’ in the mid-1700s, applesauce is a purée made of apples—either peeled or unpeeled—with some spices added, such as cinnamon or allspice, as well a sweetener.
Used as a condiment and even as a dessert, applesauce is produced by the cooking down of apples with a liquid such as water or apple cider to create a purée.

A StrongPoint Automation top-load cartoning system installed at the Leahy Orchards production facility in Franklin, incorporates a series of fast but gentle Fanuc pick-and-place robotic systems.
For Leahy Orchards, finding an alternative use for these secondary apples was a way for the company to carve out a niche market, producing private label brands for global grocery chains and also its own Applesnax applesauce brand for the retail Canadian and U.S. markets.
At the same time, it diversified its product portfolio to also include a range of tasty mixed fruit purées, fruit and vegetable purées for newborns, and a wide variety of gooey goodness for bakery products sold in various sizes from as small as 90g containers to 1,000 kilogram tote tanks—however, 85 percent of all product produced at Leahy Orchards is applesauce.
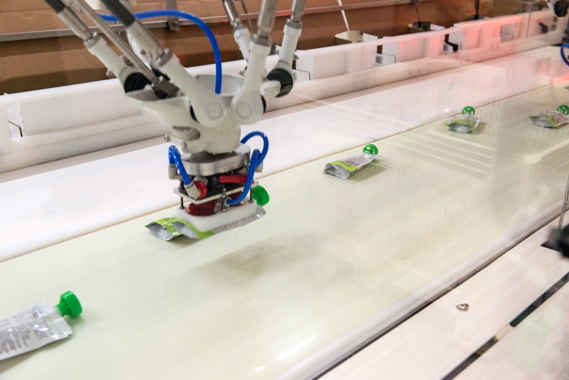
A close-up of a StrongPoint Automation End-of-Arm-Tool for the Fanuc M-2ia robotic picker system, with StrongPoint’s top-load cartoning system in the background.
Nowadays, Leahy Orchards and its 282 employees process an average of 225,000 kilograms of fruits and vegetables daily on its nine production lines operating three shifts, including one just for facility sanitization.
“The further processing aspect of Leahy Orchards Business is pretty busy, with us processing approximately 120 million pounds of apples annually,” Leahy Orchards president and chief executive officer Mike Leahy told Canadian Packaging magazine during a recent interview.
“Revenue-wise, we’re over Cdn $100 million, and consider ourselves to be a good Canadian market leader with a growing presence in the U.S. market,” says Leahy.

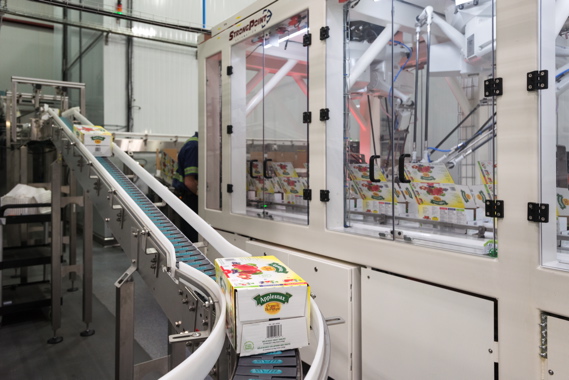
A Thermo Scientific Ramsey VERSA checkweigher quickly checks and verifies the weight of full cases of Applesnax applesauce before closing the flaps to ensure each contains the pre-determined number of product packs.
He says that when it came time to find something to do with the fruit that wasn’t fit for supermarket shelves because of undersizing, misshaped or even under-colored, all of those apples were categorized as wasted.
“Wasting food is not a good thing, so we began using that same category to make our high-quality products,” explains Leahy. “In fact, processed apples do come with a value-added benefit, as they are shelf stable for a longer period than fresh commodity products.”
Not just limited to the Canadian market, Leahy says that Leahy Orchards is indeed a global entity within the niche further apple processing segment, establishing and maintaining a satisfying ability to work with customers and consumers with their ever-changing requirements.
“Because we are a family business, we can make rapid decisions other business need more time to analyze,” notes Leahy, “so our business values are akin to our own family values.”

A Markem-Imaje 9450 small-character inkjet printer applies lotcode data and best-before information to cases of 24-pack Applesnax applesauce, as a Leahy Orchards production line employee performs a random quality check on a product pouch.
The core business values of Leahy Orchard revolve around ensuring the customer is always satisfied—something that affects how the processor makes business decisions.
“We’ve been at the same location here in Franklin, since the beginning, though we continue to expand our facilities and our business,” says Leahy adding that the company is within 10 kilometers to a U.S. crossing, one hour to Montreal, five hours to Toronto. “Plus it is on our home farm, so along with the nostalgia, we are also within close proximity to our apple supply.”
He did note, however, that along with Quebec, the majority of its conventional apple supply also comes from Ontario and New York.
“With the organic market segment for our apple products growing the way it has,” offers Leahy, “we have looked to other sources for supply to compliment our current organic apple crop, including Washington State.”

Finished plastic pouches of Leahy Orchards’ Applesnax brand of applesauce await to be packed into corrugated 24-packs at the apple processor’s production facility.
Leahy Orchards has been providing its co-packing expertise for major brands for over 30 years, attaining a well-earned reputation for high-quality applesauce products and on-time production and delivery.
While the company’s own Applesnax is quite successful, Leahy notes that the majority of the products it produces—approximately 60 percent—are for private label.
“We can work from a customer’s recipe, or we can provide recipe formulation development—whatever the customer needs, as we have a great research and development team with both experience and food industry knowledge,” notes Leahy.

Cartons containing pouches of Leahy Orchards’ Applesnax brand of applesauce move along a Storcan manufactured conveyor system powered by an SEW-Eurodrive motor.
Primary products processed at Leahy Orchards includes: applesauce; fresh apple slices/dices; as well as apple turnover and pie filling.
“We also have a line dedicated to producing baby food which includes a wide range of fruits and vegetables,” mentions Leahy.
Leahy Orchards produces over 450 SKUs (stockkeeping units), with the main packaging formats include PET (Polyethylene terephthalate) plastic jars, 100 ounce cans, four ounce cups, and 90 gram pouches.
“We have an aseptic line that can handle multiple formats giving our products a shelf life of two years in ambient temperatures,” Leahy says. “Our aseptic package formats include 20 liter bag-in-box, 220 liter bag-in-metal-drum, and a 1,200 liter bag in a plastic or corrugated tote.”
Leahy Orchards produces and distributes its products to further manufacturers, bakeries, foodservice segments, and retailers.
“Our applesauce products can be found in hospitals, correctional centers, schools, public and private organizations,“ notes Leahy, adding that for the retail market it prefers not to muddy the competitive waters and instead does private brands and co-packing for its customers.
Leahy says the company does respect its environment, and of course, its employees, but even though there is family at its core, Leahy Orchards encourages common sense while daring to innovate and regularly access how the business and markets are performing “We certainly aren’t the type of company that sits back and then reacts to the marketplace,” says Leahy. “We’re actually a very proactive company, and we are always looking for ways to improve our business in the near-term, as well as the longterm.”
Leahy Orchards operates one production facility and three warehouses in and around the Franklin area for a combined 380,000 square feet of operation.
Along with administration, the headquarters also houses the company’s processing plant and shipping area; the other three warehouses store finished products ready for the U.S. market, with two of those facilities feature temperature- and atmosphere-controlled storage capable of holding up to 25,000 bins of fruit, plus an additional 15,000 bins in a true cold section.

Integrated into the production line by StrongPoint Automation, a Kliklok Vari-Right top-load carton closer is used at Leahy Orchards to seal 24-packs of its own Applesnax Organic brand of 90-gram applesauce pouches.
Leahy Orchards has effective product quality controls in place to ensure its brands and those of its customers provide nothing but sweet applesauce goodness, noting that when it comes to food quality and food safety, the applesauce manufacturer is certified to the nines, possessing:
- the OCCP (Organic Crop Producers Processors) certification for its line of organic products;
- HACCP (Hazard Analysis Critical Control Points) certification from the CFIA (Canadian Food Inspection Agency) in 2004—now an international standard for food safety and quality;
- SQF Level 3 food safety and quality management system certification from SAI Global Certification Services;
- Organic certification from Ecocert;
- Certified Products Accreditation from Aliments du Quebec;
- PEP certification from the Canada Border Service Agency ensuring protection of legitimate trade, and;
- C-TPAT certification providing U.S. customs and border protection.

Prior to being moved to a cooling zone, single-serving cups of applesauce processed at Leahy Orchards for a third-party customer await their turn on a Storcan accumulation table supplied by systems integrator StrongPoint Automation.
“The autumn is our busiest time, with ‘back-to-school’ and harvest time occurring,” Leahy mentions.
He continues: “In the past, we have added shifts or updated equipment—and we still will—but we are looking at more integrated planning through data analysis on our ERP (enterprise resource planning) system that we developed internally partnered with EVsoft.”
Most of the Leahy Orchard production facility is automated, with nine lines producing: jar; cup; baby-food; pulp; pie-filling; aseptic; two pouch lines and a multipac line for specialty orders like display-ready pallets for promotions.
While its jar line produces the 24- and 48-ounce PET jars for the retail market and 100 oz tins for the food service industry, the new pouch line at Leahy Orchards is being used to produce just one size, though it can be expanded per customer or market requirements.
“The pouch line is currently geared for the retail market, and was introduced because of demands from our customers,” says Leahy.
StrongPoint Automation tabletop conveyor system featuring System Plast NG eVO conveyor belting manufactured by Regal Beloit America, alongside the StrongPoint top-load cartoning system transporting sealed cases of the Applesnax brand of applesauce on to the shipping area.
One of its more recent projects has been the ongoing expansion of a turnkey solution for Leahy’s cartoning, case packing and palletizing system provided to it by StrongPoint Automation Inc., an integrator par excellence headquartered in Cambridge, Ont. about a one hour drive west of Toronto.
According to StrongPoint president Warren Tait, “The project with Leahy Orchards has been ongoing with expansion over the past 24 months.
“The initial cartoning system, along with the former and closer was provided in 2014, with the balance of the equipment installed and integrated in 2015,” says Tait.
Tait notes that StrongPoint supplied Leahy Orchards with two horizontal and vertical robotic cartooning systems complete with Kliklok-Woodman carton formers and sealers.
The robotic cells are fully engineered and designed by StrongPoint Automation for the Leahy application, acknowledges Tait.
“The Kliklok-Woodman equipment was selected because of the demonstrated reliability of the equipment while operating at the high speeds required by Leahy,” explains Tait.
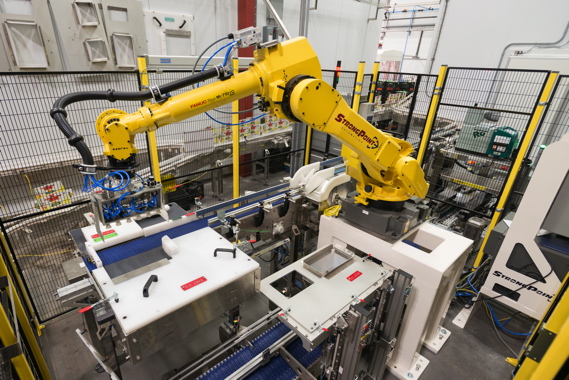
A StrongPoint Automation robotic case-packing system features a Fanuc M-710i C 50H robot outfitted with color-coded change parts.
The equipment supplied by StrongPoint is:
- Seven Fanuc M-2iA/3SL robotic pickers, with four units in the initial cartoner, and three units on
the second cartoner; - Two Fanuc M-20iA robots, with one unit in each of the two cartoners;
- Kliklok-Woodman TransFormer carton former;
- Kliklok-Woodman ECT-625 carton former, and;
- Two Kliklok-Woodman Vari-Right carton closer/sealers;
- Two Fanuc M-710iC 50H robotic case packers, one unit in each of the two case packer cells;
- Two Wexxar BEL 270 top case sealers—one per cell—each with a Robatech USA Inc. Concept sealing system;
- One refurbished Fanuc R-2000 165F six-axis robotic system used for palletizing thanks to its 165 kilogram load capacity.

A 24-pack of Applesnax Organic applesauce pouches packaged inside a colorful pre-printed corrugated case produced by Norampac, a division of leading Canadian forest products group Cascades Canada Inc.
The Fanuc M-2iA/3SL delta design is, according to Fanuc, an ultra-compact robotic picker that is at the ‘cutting edge of high-speed small parts handling’.
It has a wide range of motion thanks to six axes and a huge reach, plus it comes with a standard IP69K protection for continued high-speed performance in both wet and clean room environments.
The Fanuc M-20iA is a slim, but strong six axis robot featuring a hollow upper arm and wrist that easily handles loads up to 20 kilograms with a long reach up to two meters.
The TransFormer designed and manufactured by Kliklok-Woodman, a part of the Bosch Group, is a new top loading carton former that offers both form lock-style and glue style cartoning on one machine—and, if that wasn’t enough it can form cartons at a very quick rate of up to 120 cartons per minute with a single head.
Featuring an easy-loading waist-level carton hopper, the TransFormer is easy to operate thanks to Kliklok-Woodman’s Insight color touchscreen.
It also possesses a unique servo-driven high-precision THK linear rail plunger mounting system for absolute head-to-cavity positioning.

A Robatech hot-melt adhesive applicating system used at the Leahy Orchards processing plant to seal corrugated cases filled with applesauce packages.
Kliklok-Woodman’s ECT-625 carton and tray former utilizes hot-melt adhesive in its process, along with—according to the manufacturer—an innovative indexing turret to provide carton control that enables the ECT-625 to handle a wide range of carton and tray designs.
After feeding, the carton remains fixed to the ECT-625’s forming mandrel throughout the entire forming process which means a consistent quality tray or carton even if the stock is old or warped.
Kliklok-Woodman describes its Vari-Straight as a straight-line closer for tri-seal cartons that uses the equipment manufacturer’s revolutionary variable pitch technology to a higher level by providing a controlled carton turn without a change in direction, allowing its unique turning bed with pop-up turning bars to grab the cartons and guide them through a 90-degree turn through to the charlotte closing section.
This carton control, says Kliklok-Woodman, removes slip and timing issues that can be associated with other conventional lugless carton closers. “Strong Point also supplied two robotic case packing cells complete with multiple EOATs (end-of-arm tooling) and system change parts,” explains Tait.
“Each cell,” he continues, “was supplied with multiple tools that are controlled by a single robot-mounted Ethernet node that is connected through a master-slave tool-coupling system.
“Each case packer in the cells was supplemented with a BEL case sealer utilizing a Robatech Concept glue system,” Tait relates.

A Videojet 3330 series laser coder applying production lot codes and other variable product information rollstock pouch film. See image below.

Close-up of the Videojet 3300 laser coder scribing data onto rollstock pouch film prior to it being formed into pouches.
The Wexxar BEL 270 used by Leahy Orchards is a fully-automatic hotmelt adhesive case sealer, robust for continuous use with consistent operating performance.
The BEL 270 is compact at 1,473mmm (58 inches) in length, but it is the safety features on the machine that is a boon for the production line workers.
Wexxar BEL touts the BEL 270’s design as ‘revolutionary’, thanks to the elimination of a traditional “flap-kicker” that has been known to cause serious worker injury.
Along with safety, StrongPoint knows the case sealer’s ease-of-use would be welcomed by Leahy Orchards, noting that case changeover could be completed from either side of the BEL 270 in under 60 seconds using two hand-wheel adjustments.
The robotic systems used in the case packing cells are a part of Fanuc’s M-710iC series, a six-axis medium to medium-high payload, high-performance family member of its industrial robots.
As denoted by its 50H moniker, the M-710iC 50H robots possess a maximum capacity at the wrist of 50 kilograms, while still able to have that two meter long reach, providing Leahy Orchards with a more than capable robotics solution contained within a small footprint.
“We like the M-710iC 50H because Fanuc developed this next-gen robotic system to work at a high-speed, provide excellent flexibility and offer our customer excellent reliability,” explains Tait. “Because the last thing Leahy Orchards—or any manufacturer needs—is down time owing to mechanical failure.
“The M-710iC 50H provides consistent precision and excellent performance.”
Other equipment used by Leahy Orchards includes:
- conveying systems via Storcan, with smooth operating performance powered by motors designed and built by SEW-Eurodrive;
- two Effytec HB404 pouch machines that form fill and cap at a rate of 200 pouches per minute;
- two 3330 series laser marking system from Videojet;
- Markem-Imaje 9450 small character inkjet coder to apply data to secondary packaging and a 2200 Tamp Blow labeling system for cases;
- a Thermo Scientific Ramsey VERSA checkweigher to ensure consistent product delivery within the paperboard retail packaging;
- two Delkor Trayfecta S Series carton formers;
- corrugated materials supplied by Mitchel-Lincoln Packaging, and Norampac, a division of Cascades;
- an OYSTAR Packaging Technologies cup filler that also seals the foil lid;
- a Tecnopool vertical spiral conveyor system;
- Label printing from Curtis-JK Printing, WestRock and Fort Dearborn, among others;
- PET plastic jars supplied by Yoshino America Corporation.

A Delkor Trayfecta S Series carton former discharging Club-style cartons onto the StrongPoint-supplied conveyor system diverting it to a robotic case-packer.
For Leahy Orchards, working with StrongPoint Automation was a very positive experience.
“Because of the amount of product we are moving through our production and packing lines, utilizing manual labor would be both cost prohibitive and efficiency prohibitive,” Leahy reveals. “Strong-
Point was very efficient in how it set up our production flow, integrating all the robotics and other equipment.
“Our automated lines provide us with speed and efficiency with worker safety looked after, as well. “The team that we have working at Leahy Orchards is world-class, and providing a safe working environment for them is extremely important to us,” sums up Leahy.
“We have a high expectation of our service level and try very hard to satisfy the client’s expectations,” he says.
“And, when it comes to our production performance, we perform via innovation and flexibility.
“It’s win-win.”
Advertisement
